Solutions
for typical honing problems
Weak honing oil
Weak honing oil allows welding of metal chips to the workpiece which are then sheared off, causing a larger total surface roughness than that expected for a given abrasive grit size. The consequence is unwanted random scratches on the workpiece deeper than those normally produced during honing operations. The results are lost productivity, material waste, part rejects, and lost profits.
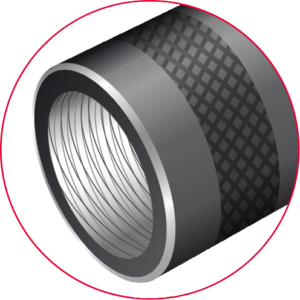
Low lubricity or improper chemistry
Honing oil with low lubricity or improper chemistry allows metal chips to lodge in the abrasive surface, much like mud in a snow tire. This embedded metal holds the abrasive surface away from the workpiece and slows down the cutting rate. Slower cutting rates decrease machine and operator productivity.

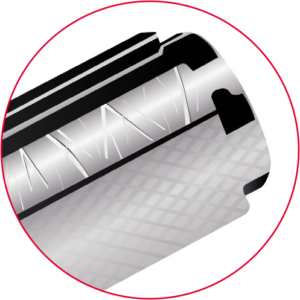
Embedded metal
When metal embedded in the abrasive surface rewelds to the workpiece, it is torn away from the stone. This damages the stone‘s trailing edge because vitrified bonded abrasive, like concrete, is weak in tension. If the metal is embedded near the leading edge of the stone, it will leave a scratch in the abrasive surface.

Low performance honing oil
Low performance honing oil can create catastrophic welding between the workpiece and the mandrel shoe when honing soft materials ranging from stainless steel to low carbon steels. This may lead to serious and very costly problems such as: Ruined honing tools, machine failure, part rejects and lost profits.