Unique bore sizing by honing
An abrasive stone is generally used for stock removal. The abrasive stone consists of several layers of bound abrasive grains (Fig. 1). Each of the many abrasive points act as a cutting tool and break off as soon as it is blunt (Fig. 2). This exposes a new, sharper grain. The honing process produces optimal bores within a very short time. This is a cost effective and strong alternative to:
- Internal grinding
- Precision and hard turning
- Reaming
- Roller burnishing
The honing process (Fig. 3) achieves a high cutting capacity, excellent geometrical accuracies (< 0.001 mm), a high surface finish (down to Rz 0.3) and corrects a wide variety of bore errors.

Fig. 1: The abrasive coating consists of several grain layers used one after the other.
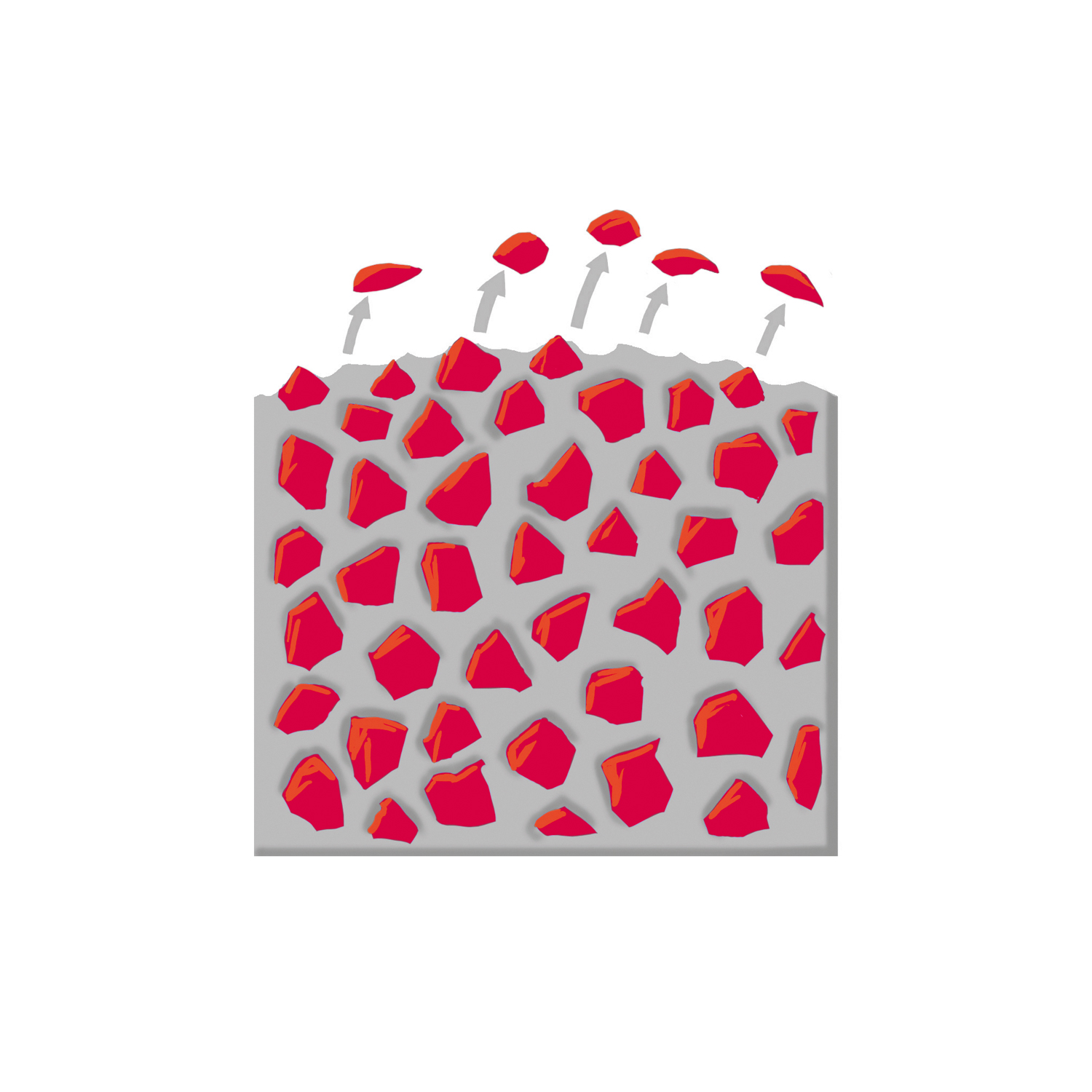
Fig. 2: Each grain breaks out of its bond precisely when the grain point is blunt.
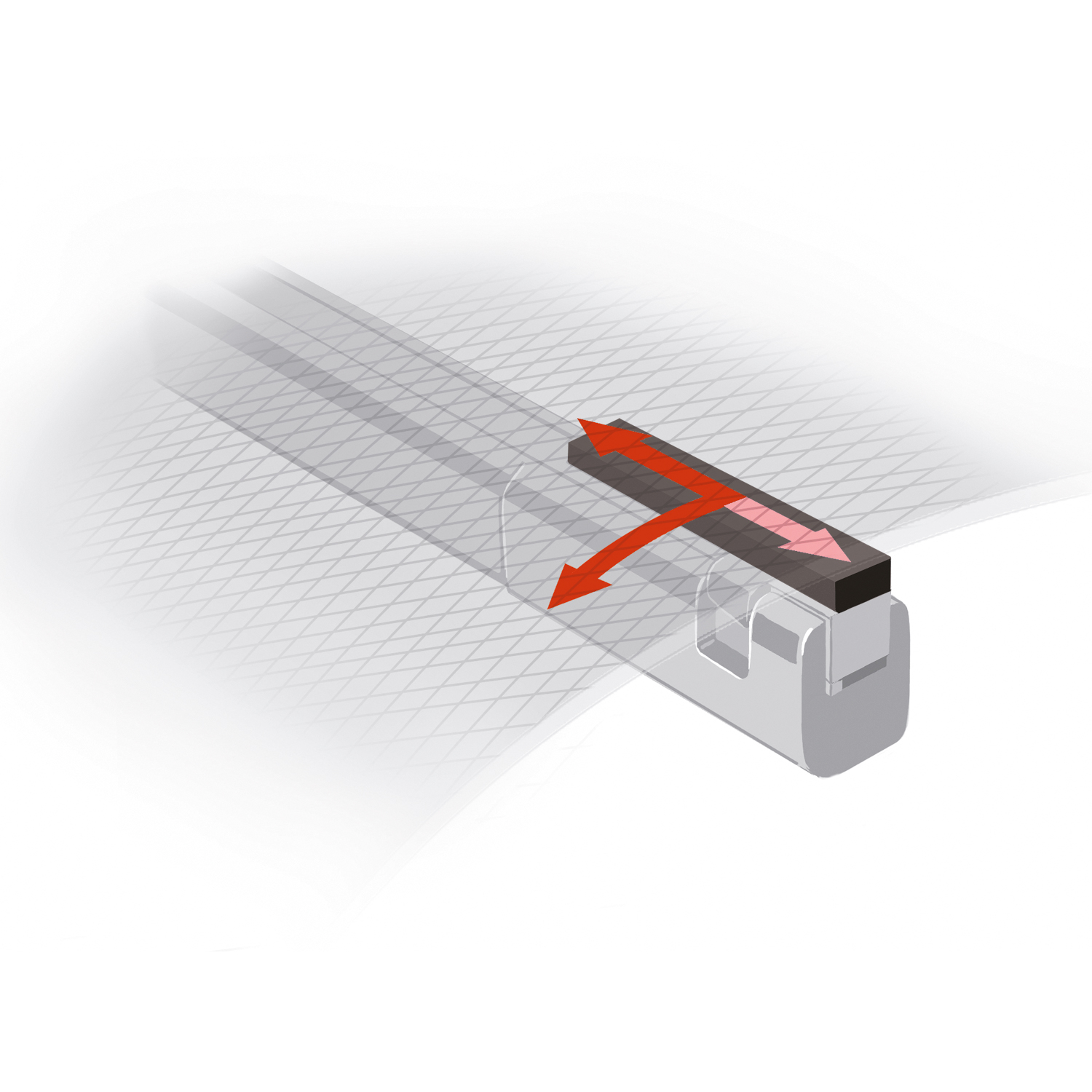
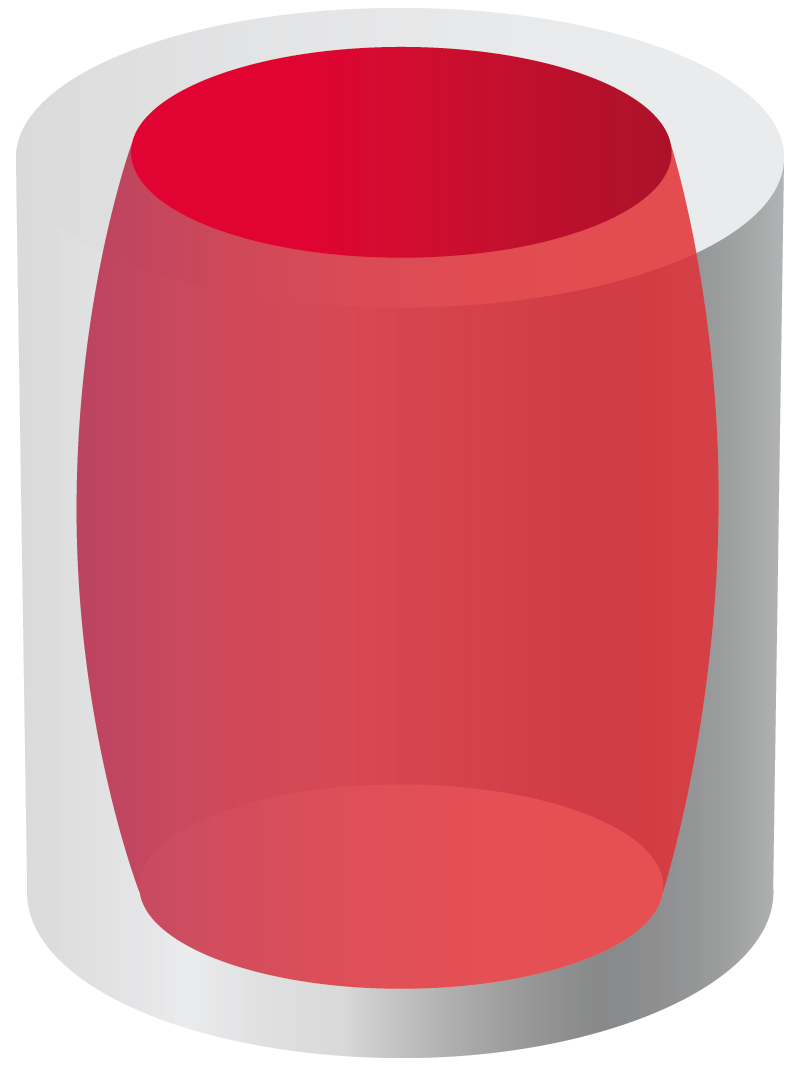
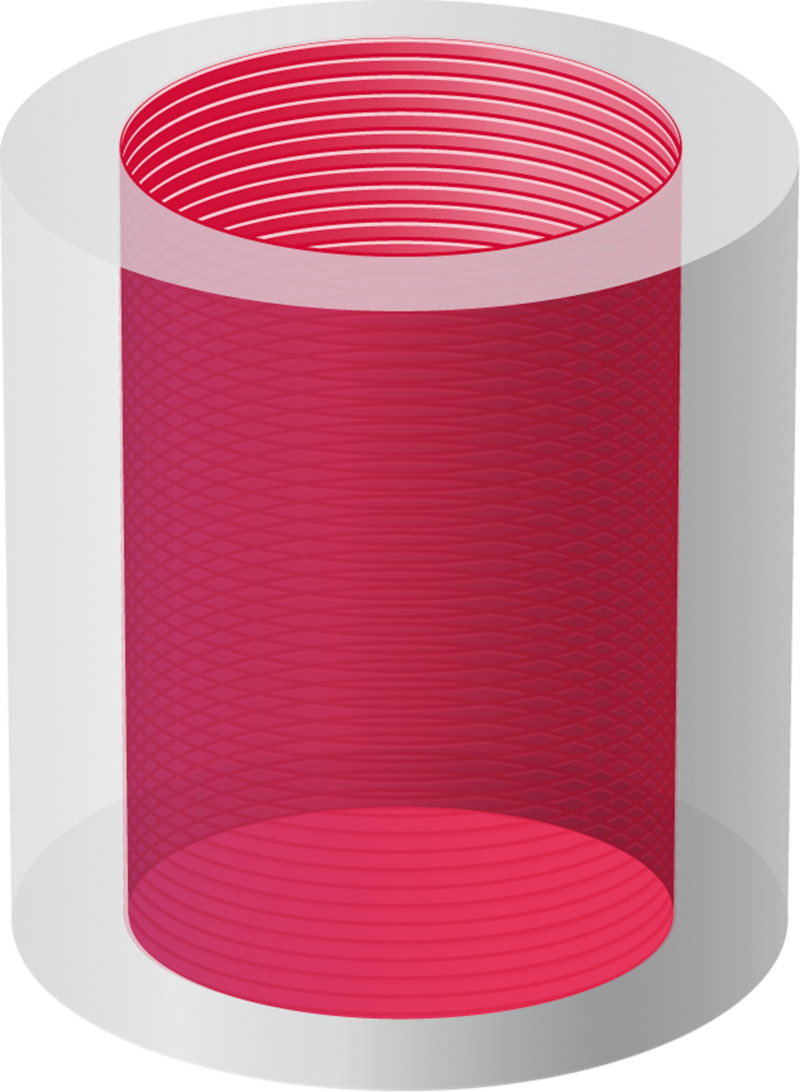
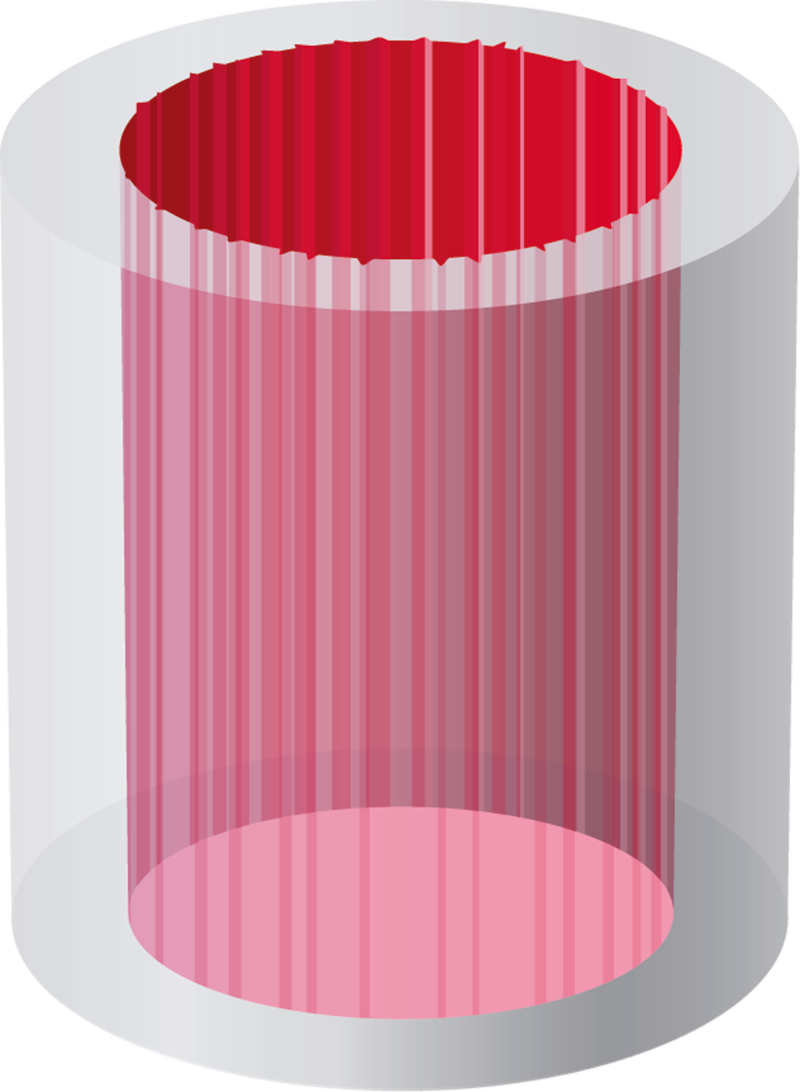
Fig. 3: A surface structure with crosswise serration is produced by a combination of rotary and linear movement.
Why to use honing
Cost savings and low amortization time due to:
- Easier and faster part holding concepts; part doesn‘t need to be centered (especially compared to ID grinding)
- High stock removal (short cycle time) due to cutting action of hundreds of abrasive grains (turning only 1 cutting edge)
- High force / expansion of tooling (short cycle time) due to centric force balance (especially for long bores, tooling is bending during ID grinding)
- Long life time of abrasive / tooling (time consuming dressing process not necessary)
- Low investment cost compared to other processes with similar precision
- Highest surface quality; < Rz 1 without changing of material structure due to little heat production